服务热线:
15553637769
刘经理:15553637769
电话:0536-8122877
传真:0536-8122876
邮箱:likun@wfkailong.com
网址:www.wfkailong.cn
地址:山东省潍坊市坊子经济发展区坊子十一马路西段北侧
在铸造领域,如何兼顾铸件精度、生产效率与成本控制始终是技术攻关的核心。壳型填钢丸工艺作为壳型铸造的优化升级方案,通过在预制壳型外围填充钢丸代替常规型砂,实现了冷却机制与加固方式的创新。本文从工艺原理与技术特点角度解析这一方法的内在优势。
一、工艺基本原理
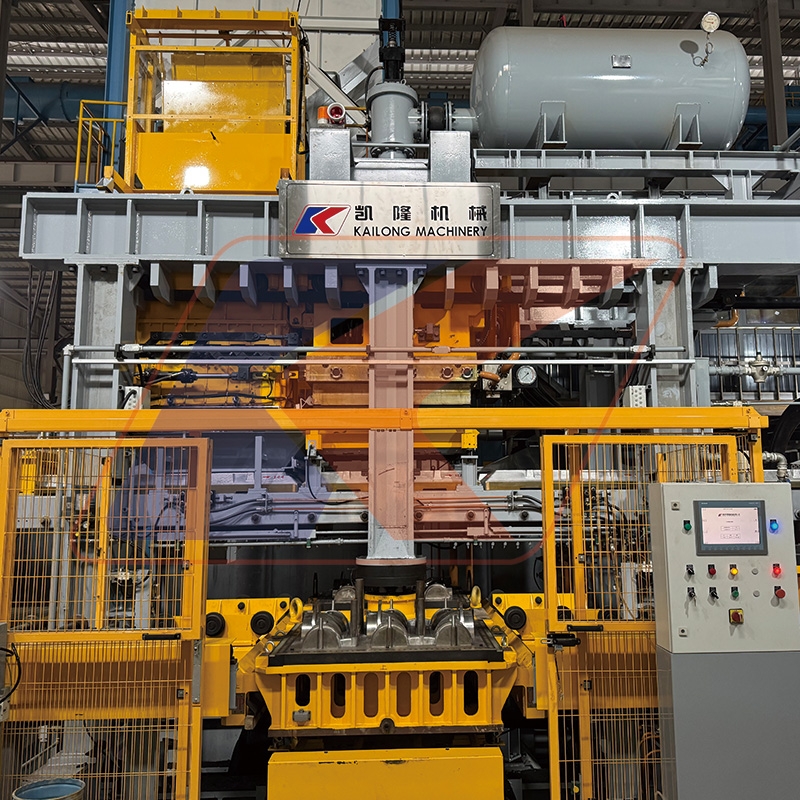
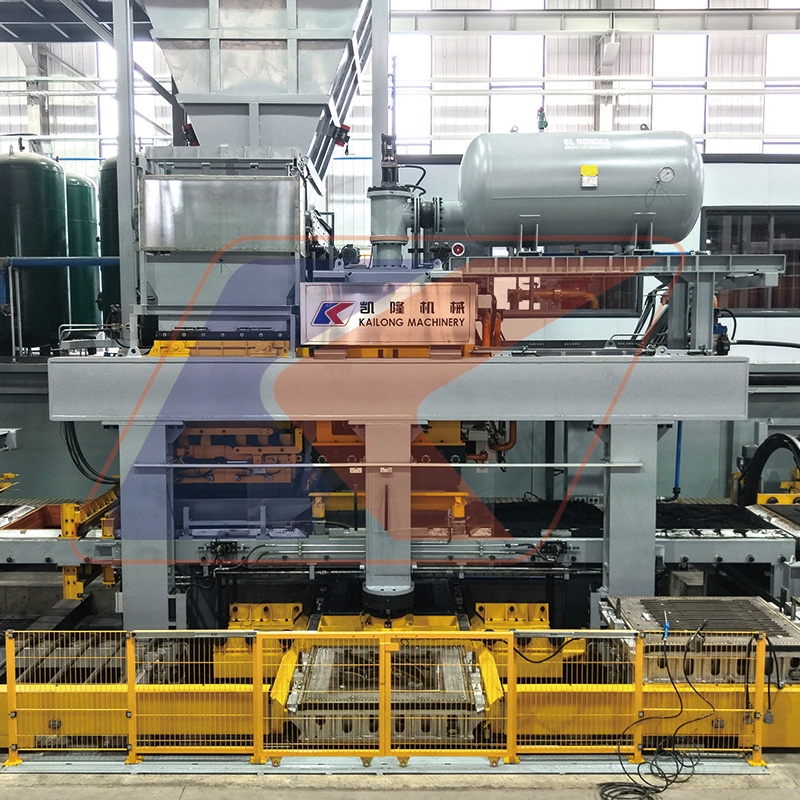
壳型填钢丸工艺的核心流程可分为三步:首先,将覆膜砂通过热芯盒法制成薄壳型芯,经合型后形成完整壳型;其次,将壳型放入专用砂箱,并在壳型与砂箱壁之间的空隙中均匀填充球形钢丸,通过振动紧实使钢丸紧密包裹壳型;最后,进行浇注,铁液充满型腔后,依靠钢丸的高导热性迅速带走热量,实现快速凝固。
钢丸的直径通常在0.5~2.0mm之间,呈规则球形,流动性良好。在填充过程中,钢丸能够进入壳型外壁的细微凹凸处,形成均匀接触压力,有效防止浇注时壳型膨胀或变形。同时,钢丸比传统石英砂具有更高的密度和热导率(约为石英砂的5~8倍),因此铸件冷却速度明显提升。
二、技术创新点分析
快速冷却与组织细化
普通砂型铸造中,型砂导热系数低,铸件冷却慢,容易产生粗大晶粒和缩松等缺陷。而钢丸的高导热性使得铸件实现定向快速凝固,晶粒显著细化,力学性能(抗拉强度、硬度)可提高10%~20%。该工艺适用于球墨铸铁和合金铸铁件。
良好的透气性与防气孔能力
钢丸之间的间隙均匀且稳定,透气性高于湿型砂。浇注过程中产生的气体可以迅速通过钢丸层和砂箱排气孔排出,有效减少铸件气孔、呛火等缺陷。
钢丸的高回收性
钢丸在落砂后与壳型残留物分离容易,通过磁选和筛分即可回收再利用,回收率可达95%以上。相比传统砂处理系统,新砂补充量和废砂排放显著减少。
壳型加固与尺寸稳定性
钢丸的静压力均匀作用于壳型外壁,相当于一个“柔性模具”,在浇注过程中抵消铁液的静压力和膨胀力,防止壳型开裂或移位,从而保证了铸件的高尺寸精度(通常可达CT7~CT9级)。
三、工艺适用性
该工艺适合中小型复杂铸件的大批量生产,如汽车涡轮壳、排气歧管、液压件、水泵叶轮等。对于壁厚差异较大的铸件,钢丸冷却可避免薄壁处产生白口或冷隔。此外,由于钢丸本身不含水分和粘结剂,不会产生水爆或有害气体,工作环境友好。
综上所述,壳型填钢丸工艺通过对冷却介质和加固方式的创新,突破了传统壳型铸造的散热瓶颈,是一项兼具技术先进性与经济性的精密铸造技术。