服务热线:
15553637769
刘经理:15553637769
电话:0536-8122877
传真:0536-8122876
邮箱:likun@wfkailong.com
网址:www.wfkailong.cn
地址:山东省潍坊市坊子经济发展区坊子十一马路西段北侧
干了这么多年铸造,有些问题年年碰、年年头疼。
冷却慢,生产周期拉不长;气孔多,废品率下不来;砂子贵,用砂量降不了;粉尘大,环保过不去。
这些问题,一个工艺能解决多少?壳型填钢丸工艺给出的答案是:四个,一起解决-。
一、冷却快了,产量上去了
传统砂型铸造,型砂导热慢,浇完得慢慢等。等的时间越长,一天的产量就越少。
壳型填钢丸工艺换了个思路——用钢丸代替型砂来冷却铸件-。钢丸的导热能力远高于普通石英砂,浇注完成后热量被迅速带走,铸件快速凝固-。传统树脂砂生产线从混砂到浇注,一圈下来两小时往上;壳型线一个循环从摆壳型、填钢丸到浇注、翻箱,二十到四十分钟就能走完-。同样是八小时班,产出明显增加。
干铸造的都明白:时间就是产量,产量就是利润。
二、气孔少了,废品率下来了
气孔,是铸造厂不愿看到的缺陷之一。一个气孔,整件报废。
传统砂型透气性有限,浇注时产生的气体排不出去,憋在型腔里就成气孔。壳型填钢丸工艺的妙处在于——钢丸是球形的,颗粒之间的间隙天然形成了排气通道-。浇注时产生的气体顺着这些通道顺畅排出,气孔缺陷明显减少-。
废品率降下来,省下来的就是纯利润。
三、砂子省了,成本降了
传统砂型铸造的砂铁比是多少?五比一到十比一。生产一吨铸件,要用五到十吨型砂。砂子要买、要运、要处理,废砂还要往外拉,哪一样不是钱?
壳型铸造走的是另一条路。壳型本身只有六到十二毫米厚,用砂量少得多;填充用的钢丸循环使用,几乎不消耗-。钢丸在落砂后与壳型残留物分离容易,通过磁选和筛分即可回收再利用-。砂子钱省了,拉砂、存砂、处理废砂的人工和能耗,全部跟着往下掉-。
四、粉尘小了,环保过了
环保,是每家铸造厂都绕不过去的一道坎。
传统砂型铸造现场粉尘大、噪声高。浇注时还有有害气体,一旦检查不达标,停工整改就是真金白银的损失。
壳型线把这些问题一一解决了。覆膜砂壳型强度高,落砂时破碎率低-;钢丸本身不产生粉尘。废砂产生量明显减少,钢丸几乎不损耗-。环保不拖生产后腿,订单自然稳得住。
五、精度高了,打磨省了
铸件出来之后,打磨工段是很多老板头疼的地方。工人难招,年轻人不愿干,工资还越来越高。
壳型铸造的型壳采用覆膜砂在金属模板上成型,精度由金属模板保证-。壳型铸件表面光洁度高、尺寸精度高-,粗加工和大量打磨工序完全可以省掉。
六、凯隆机械:把这道工艺变成流水线
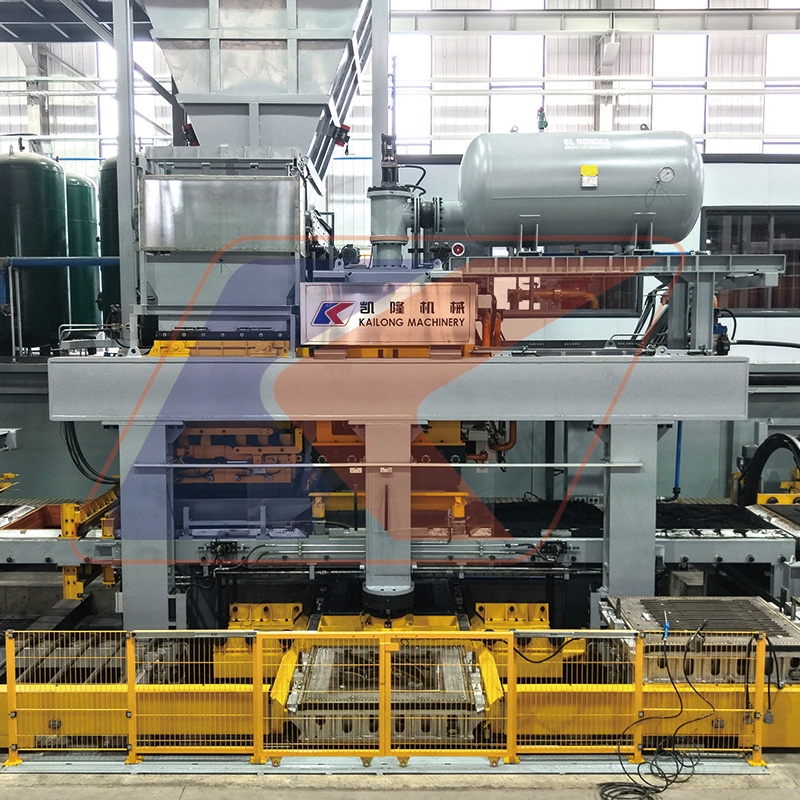
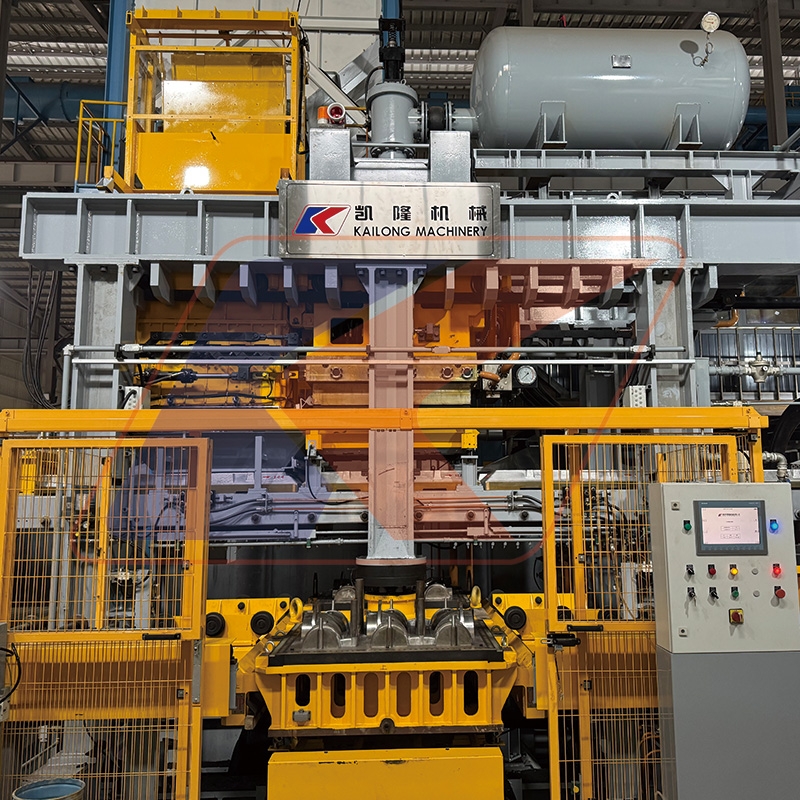
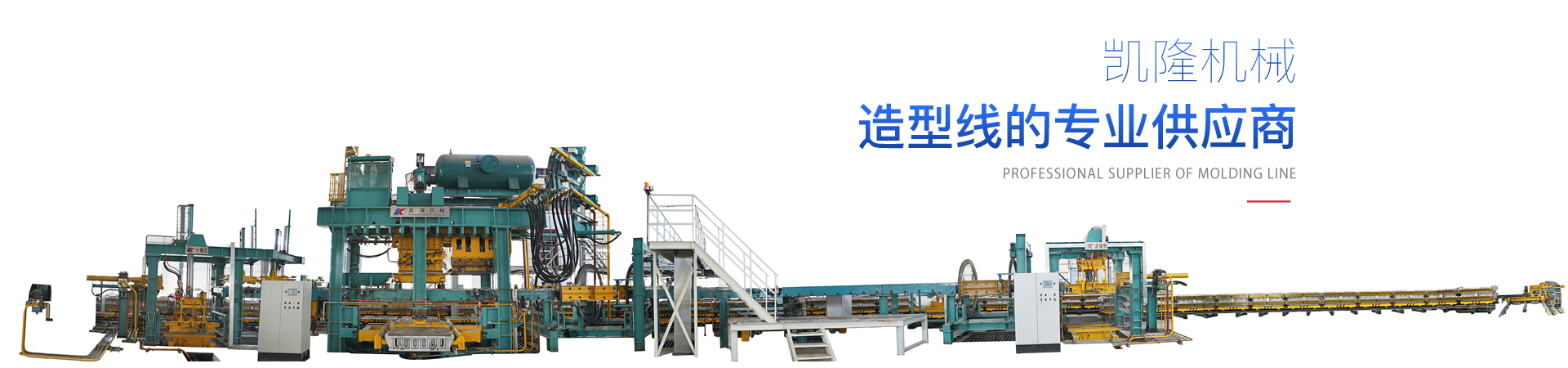
工艺是好工艺,但单机作业效率有限。壳型线的价值在于——把分散的制型、填埋、浇注、冷却、落砂等工序整合成一条流水线-。
凯隆机械的壳型自动造型线,正是针对壳型铸造工艺开发的流水作业铸造生产线-。全线采用环形或开式布线方式,配备填充底砂震实台、壳型摆放工位、埋砂震实工位、浇注工位、冷却区和翻箱工位,并配置砂处理系统与覆膜砂回收再生系统,形成一套完整的生产闭环-。从壳型摆放到成品落出,全过程有序流转,连续作业-。
凯隆机械成立于2011年,位于山东省潍坊市坊子区经济发展区,是一家集设计、研发、制造、销售于一体的铸造机械专业供应商-。公司具备从工艺设计、设备制造到安装调试的全周期服务能力。
更重要的是,凯隆机械坚持“量身定制”的服务方式——每个客户的厂房条件、产品类型、产能要求都不一样,技术团队会与客户深入沟通,根据具体需求和产品工艺特点,提供适合的解决方案-。
结语
一道壳型填钢丸工艺,解决了冷却慢、气孔多、用砂量大、粉尘高四个老大难。一台壳型线,把这道工艺变成稳定高效的流水作业-。
铸造厂的利润,从来都是一分一厘抠出来的。壳型线把该省的每一分钱都替你省到位了——剩下的,交给凯隆机械来落地。