

服务热线:
15553637769

刘经理:15553637769
电话:0536-8122877
传真:0536-8122876
邮箱:likun@wfkailong.com
网址:www.wfkailong.cn
地址:山东省潍坊市坊子经济发展区坊子十一马路西段北侧
日照全自动造型线优点:1、可以铸造外形和内腔十分复杂的毛坯。如:各种箱体、床身、机架等。2、适用性广泛,从几克到几百吨的铸件都可以。3、原材料来源广泛,成本低廉。如可以熔化铁屑。4、铸件形状与零件尺寸比较接近,减少切削加工余量。全自动造型线生产缺点:1、工序较多,一些工序质量难以保证。质量不稳定,容易形成废品。2、铸件中容易出现缩孔和气孔,性能不如锻件,因此对于承载较大载荷的重要零件一般不用铸件。

日照全自动造型线射压式造型机是利用压缩空气将型砂均匀地射入砂箱预紧实,然后再施加压力进行压实。常用的有垂直分型无箱射压造型机和水平分型脱箱射压造型机。垂直分型无箱射压造型机造型不用砂箱,型砂直接射入带有模板的造型室,所造砂型尺寸精度高,因砂箱两面都有型腔,生产率很高,但下芯比较困难,对型砂质量要求严。水平分型脱箱射压造型机利用砂箱进行造型,砂型造好后合型脱箱,下芯比较方便,生产率高。全自动造型线生产抛砂机是利用旋转叶片抛出砂团紧实砂型。抛砂机的特点是填砂与紧实同时进行,机器结构简单、重量轻,适应性强。但叶片易磨损,生产率较低.。

日照全自动造型线1、全自动一键式操作,简单、方便。2、设有安全保护装置,保证操作者的人身安全。3、型砂水平方向射砂,因而具有最佳填充性能,加之安装在射砂口的导向整流板与组合射砂装置并用,彻底改善可能产生的阴影缺陷。而且水平分型、水平浇注,工艺模式更传统,适应性更广。4、中箱采用震动模式,使型砂在砂箱内填充更均一化。5、利用砂箱进行造型,造型好后合型脱箱,下芯比较方便,生产效率高。6、通过安装在机架上的高强度导向杆及上、下砂箱上的四根定位杆,确保上、下箱的合模、起模精度。因此保证起模不掉砂,合模无误差。7、铸型高度、压实比压可选择。用户可根据铸件灵活选择不同的铸件高度和压实比压,确保砂型的合理使用和适宜的铸型硬度。8、静压生产模板用8个螺钉紧固,更换便捷,节省时间。9、采用自动润滑系统,避免长时间不润滑使设备寿命减少。10、发生故障时,操作箱上的显示屏会显示故障号码、部位和内容,用户可轻松的发现故障并采取措施。

1、日照全自动造型线我国汽车工业高速发展,推动铸造模生产快速增长,众所周知,铸造件应用的范围很广,几乎涉及到所有工业领域,其中汽车零件的铸造件以其数量之大、品种之多、要求之严、品质之高以及有色金属材料用量之大名列位,在整个铸造产业中占大的份额。当前,正值我国汽车工业进入高速增长期,产量连续多年大幅度增长,2017年产量超过7000万辆,尤其是与铸造工业关联密切的轿车增长快,急剧地增大对复杂、大型、精密铸造模的需求,因而作为铸造工业的重要支撑──铸造模具产业获得了的发展机遇。可以预测,未来几年我国铸造模的生产仍将获得主要来自国内汽车工业的强劲推力。2、全自动造型线生产我国摩托车产品长盛不衰,持续推动铸造模生产增长,我国摩托车生产连续多年来产量全球,2017年高达21446万辆,年产百万辆以上的企业有60家,摩托车发动机所需的中型、复杂铸造模已全部国内制造,该行业向铸造模制造企业提供了持续的、稳步增长的巨大需求。3、海外市场的拓展,经济全球化浪潮中,产业发展过程的分工正在形成,基于成本的压力,外商大量在我国采购铸造件,甚至还在中国设立铸造生产基地,可以预见,未来一段较长时间内,我国仍会承担着有色金属铸件及制品的生产制造任务。另一方面由于模具同仁的不懈努力,我国铸造模制作水平和能力有了很大提高,模具质量与先进工业国的差距逐步缩小,价格低廉驱使国外采购量剧增,巨大的海外模具市场的需求对我国模具产业兴旺起着推动作用。

日照静压必须扔掉烘干砂或去除微粉,在铸造工厂内,如果不特别注意砂子中被烧干的砂子微粉,微粉会渐渐增加。型砂中的微粉增加,既使粘土的粘结性降低,型砂中没用的水份增加,又使型砂的透气性下降,这是造成铸件废品的最大的原因,所以要尽量地除去烘干的微粉。因为砂子一接触到高温的铁水就会失去结晶水,变成烧干砂,外观上虽具有砂粒的形状,但已经烧干的砂子一受到压力就会崩坏而变成微粉。也有除去微粉的机械,价格也不是很贵,使用起来也较为方便。比如松砂机、全自动造型线生产筛砂机类的砂处理设备,最好是在每天浇注作业后仔细地用铲子将较大块的烧焦变色的烧干砂清除,然后再用砂处理设备进行松砂清理就会达到好的效果。适当时候补充新砂子。如果因为砂子价高而舍不得扔掉,型砂就会渐渐地老化,铸件的废品率就会增加。根据我的经验看,在中国有90%以上的工厂都是因为型砂中含微粉多而造成铸件不良的,消除这种铸件不良品的方法就是除去型砂中的微粉、补充新砂子。为了生产出优质的铸件,我认为与投入资金买入铸造机械设备是一个方面,管理好型砂和熔炼,让产品品质良好则为另一方面了。

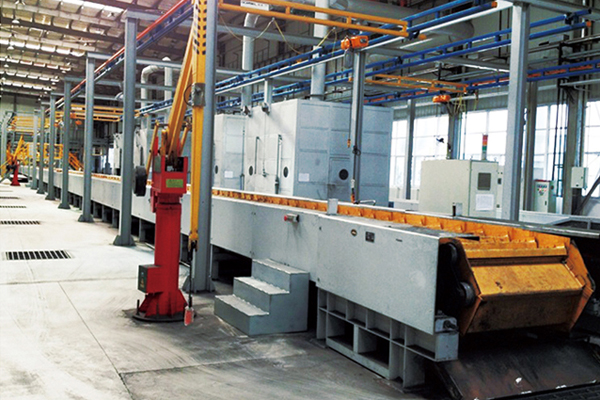
日照全自动造型线造型机由机身、起模机构、震击压实机构、转臂压头部分及气动管路系统等部件组成。1.机身为一坚固的空心框架工件,上部支撑转臂压头部分,压实时转臂勾住机身使压实力由机身承受,机身与震击机构用螺栓连接在一起,转臂压头部分,压头固定在可以回转的摇臂上,压头有螺旋升降机可根据砂箱高度调至压头至砂箱的距离2.转臂是通过手拉阀控制油缸活塞往返运动,实现正臂和转臂运动。3.全自动造型线生产起模结构由两只起模缸、连杆、平衡轴、起模台、起模杆等组成,起模缸启动时带动连杆、平衡轴、起模台使四根顶杆同时顶起砂箱起模。4.震击压实结构。采用弹簧微震气动压实结构,压实震击使震动增加。起模时夹紧气缸将震实缸体锁紧,落模时夹紧气缸松开。5.气动管路系统:输入的压缩空气,经空气过滤器去除压缩空气中的水及杂质,然后经油雾器注入润滑油,供给各气动元件和机构,机器动作由手拉阀控制台实现。6.气源供给和润滑。机器是由气源作能源和油做润滑来实现工作的。进气压力大小和油量大小分别由减压阀和调油阀来调节。气源经过油雾器时根据虹吸原理将油吸入管路,雾状进入各管路系统进行润滑。






